Автоматичне зварювання — це процес, у якому машини та механізми повністю або майже повністю керують переміщенням джерела тепла, подачею присадного матеріалу та основними параметрами режиму. Результат — стабільні, повторювані шви з мінімальною кількістю дефектів навіть при тривалій роботі. На відміну від ручного або напівавтоматичного зварювання, де майстер постійно тримає пальник у руках і коригує рух, тут оператор або інженер задає програму, налаштовує обладнання і контролює процес здалеку або через датчики.
Коротка відповідь на головне питання: автоматичне зварювання дає максимальну віддачу там, де потрібно з’єднувати великі обсяги однотипних деталей з довгими прямими, кільцевими або повторюваними швами — у суднобудуванні, виробництві резервуарів, трубопроводів, мостових конструкцій, енергетичного обладнання. Продуктивність зростає в рази, якість стає передбачуваною, а вплив людського фактора різко зменшується.
Історія цього підходу тісно пов’язана з Україною. У 1930-х роках у Києві академік Євген Патон зі своєю командою в Інституті електрозварювання розробив технологію швидкісного автоматичного зварювання під флюсом. Метод отримав назву «метод Патона». Під час Другої світової війни він дозволив у неймовірні терміни зварювати бронекорпуси танків — «патонівський шов» протягнувся на тисячі кілометрів. Кожен автоматичний апарат замінював роботу восьми-десяти досвідчених зварників, що було критично важливим в умовах гострої нестачі кадрів. Після війни технологія швидко поширилася на суднобудування, мостобудування та важке машинобудування. Сьогодні Інститут електрозварювання ім. Є. О. Патона НАН України продовжує розвивати ці напрямки, а українські заводи випускають сучасні зварювальні трактори та інверторні джерела для автоматичних процесів.
Чим автоматичне зварювання відрізняється від напівавтоматичного
Напівавтоматичне зварювання механізує лише подачу дроту — зварник сам веде пальник, вибирає швидкість і кут. Автоматичне йде далі: механізм або робот переміщує пальник або головку вздовж шва з постійною або програмованою швидкістю, підтримує задану відстань до деталі, подає флюс або газ і часто сам коригує параметри за допомогою датчиків.
Є ще один рівень — роботизоване зварювання, де шестиосьовий маніпулятор виконує складні траєкторії в просторі, а оператор лише запускає програму і наглядає. Між цими рівнями немає жорсткої межі: сучасні системи часто поєднують механічний трактор з елементами адаптивного керування або інтегрують робота з системами відстеження шва.
Класичне автоматичне зварювання під флюсом (SAW)
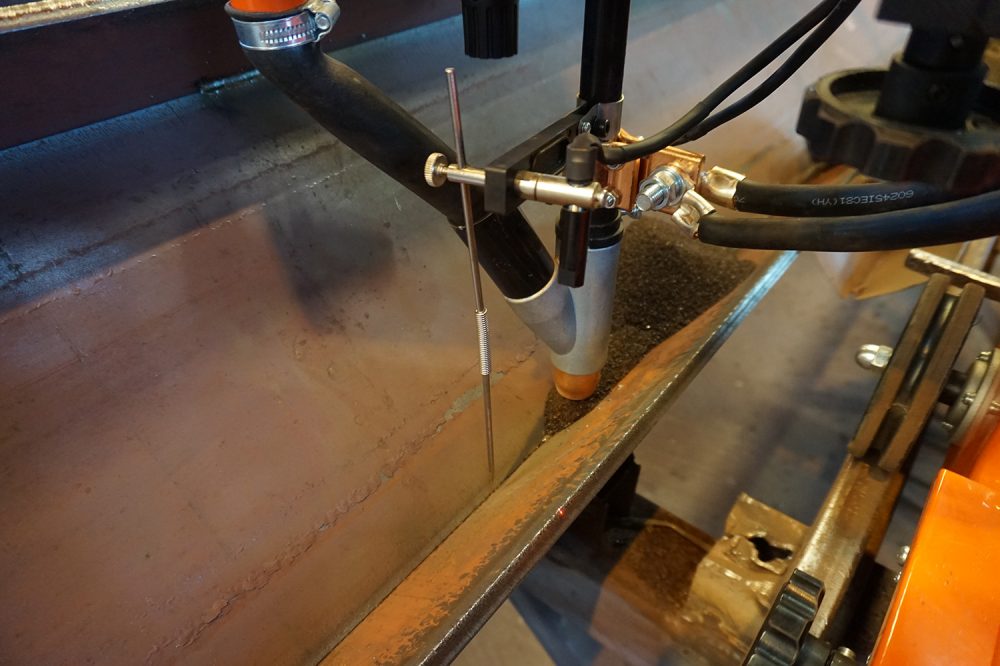
Найстаріший і досі найпродуктивніший варіант автоматичного зварювання — зварювання під шаром сипкого флюсу. Дріт великого діаметра (зазвичай 2–6 мм) подається в зону, де на поверхню насипають шар флюсу товщиною 40–60 мм. Дуга горить у порожнині під флюсом, повністю прихована від повітря. Флюс плавиться, утворює рідкий шлак, який захищає ванну від кисню та азоту, поглинає домішки та повільно остигає, зменшуючи ризик тріщин.
Переваги вражають. Продуктивність може перевищувати ручне дугове зварювання в 10–15 разів залежно від товщини металу та довжини шва. Глибина проплавлення досягає 10–12 мм за один прохід при струмах 600–1200 А і більше. Розбризкування мінімальне, шов виходить гладким, з красивим валиком. Флюсовий шар різко знижує виділення шкідливих газів у робочу зону — оператор майже не вдихає дим.
Обладнання виглядає просто, але працює з високою точністю. Зварювальний трактор (наприклад, сучасні моделі Jasic MK-1, CSAW-1000 або вітчизняні аналоги) самостійно рухається по рейці або безпосередньо по деталі, подає дріт, флюс, збуджує і підтримує дугу, а після проходу часто заварює кратер. Є стаціонарні головки на порталах і колонах для зварювання кільцевих швів резервуарів. Системи рекуперації флюсу повертають невикористаний матеріал, що суттєво економить кошти.
Параметри режиму впливають один на одного. Збільшення струму підвищує швидкість плавлення дроту та глибину проплавлення, але потребує відповідного зростання напруги, інакше дуга «закопується». Швидкість зварювання впливає на форму валика: надто повільно — надмірне проплавлення і ризик пропалу, надто швидко — непровар. Флюс має бути сухим (вологий флюс дає пори та водневе розтріскування). Для вуглецевих і низьколегованих сталей найчастіше використовують плавлені флюси на основі силікатів марганцю, для високолегованих — керамічні або фторидні.
Метод ідеально підходить для стикових і кутових швів товщиною від 6–8 мм і вище в нижньому положенні. У суднобудуванні ним зварюють днища і борти кораблів, у машинобудуванні — корпуси пресів і турбін, у трубній промисловості — поздовжні шви труб великого діаметра. Для дуже товстих перерізів (сотні міліметрів) існує електрошлакове зварювання — «родич» SAW, де тепло виділяється при проходженні струму через розплавлений шлак, а не через дугу. Воно дозволяє з’єднувати заготовки без скосу кромок за один прохід з мінімальними деформаціями.
Роботизоване та адаптивне дугове зварювання
Сучасне обличчя автоматичного зварювання — промислові роботи з шістьма ступенями свободи плюс позиціонери (обертові столи, колони, кантувачі). Робот точно повторює запрограмовану траєкторію з точністю до десятих часток міліметра, виконує багатошарові шви на криволінійних поверхнях, зварює в різних просторових положеннях. Найпоширеніший процес — імпульсне MIG/MAG, яке дає чудовий контроль ванни навіть на тонкому металі та алюмінії.
Програмування буває двох типів. Навчання «від руки» — оператор веде робота по шву за допомогою пульта, записуючи точки. Офлайн-програмування в спеціальному ПЗ (типу ROBOGUIDE або аналогів) дозволяє створювати програми на комп’ютері за 3D-моделлю деталі, перевіряти на колізії у віртуальному середовищі і завантажувати готову програму. Це різко скорочує час переналаштування.
Адаптивні системи виводять якість на новий рівень. Лазерні або дугові датчики шукають стик перед зварюванням, вимірюють зазор і зміщення, а потім у реальному часі коригують положення пальника і параметри. Камери технічного зору розпізнають шов і дефекти. Деякі системи аналізують електричні сигнали дуги і передбачають появу пор або непровару ще до завершення шва.
Роботизовані комірки особливо вигідні в автомобілебудуванні, виробництві сільгосптехніки, вагонів, елементів вітрових турбін. Вони працюють 24 години на добу з однаковою якістю, не втомлюються і не потребують перерв. Єдиний «але» — початкові інвестиції та необхідність мати інженера-програміста або навчити зварника новим навичкам.
Переваги та обмеження автоматичного зварювання
Автоматичне зварювання дає стабільну якість швів, високу продуктивність, економію присадних матеріалів і флюсу, покращені умови праці (менше диму безпосередньо в зоні дихання оператора) та можливість інтеграції в автоматизовані лінії з системами контролю якості.
Обмеження реальні. Обладнання дороге — роботизована комірка може коштувати від десятків до сотень тисяч євро. Налаштування та програмування нових деталей потребує часу. Метод менш гнучкий при одиничному або дрібносерійному виробництві зі змінною геометрією. Для тонких листів (менше 3–4 мм) автоматичне зварювання часто поступається ручному або лазерному. Потрібна висока точність складання — автоматика не «пробачить» великих зазорів так, як досвідчений зварник.
Ось порівняння основних підходів:
| Критерій | Ручне зварювання | Напівавтоматичне | Автоматичне / Роботизоване |
|---|---|---|---|
| Продуктивність | Базова | У 2–4 рази вища | У 5–15 разів вища (залежить від методу) |
| Якість швів | Залежить від майстра | Хороша при навичках | Найвища повторюваність |
| Гнучкість | Максимальна | Висока | Середня (краще для повторюваних задач) |
| Вартість обладнання | Низька | Середня | Висока (окупність 1–3 роки при великій завантаженості) |
| Вимоги до кваліфікації | Високі (ремесло) | Середні | Інженерні + програмування |
Типові помилки при автоматичному зварюванні
Що найчастіше йде не так і як цього уникнути
- Неправильно підібрані режими. Занадто низький струм або висока швидкість — непровар. Занадто високий струм на тонкому металі — пропал і підрізи. Рішення: завжди починати з перевірки технологічної карти (WPS), робити пробні зразки і фіксувати оптимальні значення для конкретної товщини та марки сталі.
- Вологий або забруднений флюс. Найпоширеніша причина пор і водневого розтріскування в SAW. Флюс треба зберігати в сухому місці, а за потреби — просушувати за рекомендованою температурою.
- Погана підготовка кромок і складання. Автоматика менш «поблажлива», ніж рука майстра. Зазори понад допустимі, зміщення кромок, окалина або фарба призводять до дефектів. Контроль складання — обов’язковий етап.
- Помилки калібрування датчиків і TCP (інструментальної точки) робота. Робот «думає», що палець у потрібному місці, а насправді зміщений на 1–2 мм. Регулярна калібрування та перевірка — запорука точності.
- Ігнорування технічного обслуговування. Зношений струмопровідний наконечник, забитий шланг подачі дроту, забруднений механізм переміщення трактора — усе це викликає нестабільність дуги і дефекти. Профілактика дешевша за брак.
- Відсутність симуляції програми. Запуск неперевіреної програми на реальному виробі може закінчитися зіткненням робота з деталлю або оснасткою. Віртуальна перевірка в офлайн-ПЗ економить час і нерви.
Кожна з цих помилок має конкретні наслідки та чіткі способи профілактики. Досвідчені технологічні служби заводів ведуть журнали параметрів і регулярно проводять аудит процесів — це найкраща інвестиція в стабільну якість.
Сучасні тренди та практичне впровадження
Сьогодні автоматичне зварювання все частіше поєднується з Industry 4.0. Датчики збирають дані про напругу, струм, швидкість подачі дроту, температуру — алгоритми машинного навчання аналізують сигнатури і передбачають дефекти ще до їх появи. Цифрові двійники процесу дозволяють оптимізувати параметри без дорогих фізичних експериментів. З’являються колаборативні роботи (коботи), які можна встановлювати поруч із людьми без важких огорож — зручно для середніх і малих підприємств.
В Україні автоматизація зварювання особливо актуальна під час відбудови інфраструктури. Швидке зварювання мостових балок, трубопроводів, елементів енергетичних об’єктів дозволяє скорочувати терміни робіт і зменшувати залежність від дефіцитних висококваліфікованих зварників. Місцеві виробники пропонують як класичні трактори під флюс, так і сучасні інверторні джерела з синергетичним керуванням, сумісні з роботами.
Щоб впровадити автоматичне зварювання на підприємстві, варто почати з аудиту: які деталі мають достатній обсяг і повторюваність, щоб окупити обладнання? Потім — розрахунок економіки (економія на заробітній платі, зменшення браку, зростання пропускної здатності цеху). Далі — вибір технології (SAW для довгих прямих швів, робот для складної геометрії), вибір постачальника з хорошою сервісною підтримкою в Україні та навчання персоналу. Пілотний проєкт на одній комірці дозволяє відпрацювати всі нюанси перед масштабуванням.
Автоматичне зварювання давно перестало бути екзотикою великих заводів. Сучасні системи стають доступнішими, програмування — простішим, а адаптивні функції прощають невеликі відхилення у складанні. Для тих, хто працює з металом щодня, це не просто інструмент підвищення продуктивності. Це спосіб перевести зварювання з категорії «залежить від настрою майстра» в категорію «стабільний інженерний процес з гарантованим результатом».












Залишити відповідь